 云计算服务
云计算服务
 服务器租用
服务器租用
 DDOS 防护
DDOS 防护
 虚拟主机
虚拟主机
 域名服务
域名服务
 基础设施
基础设施
 关于我们
关于我们
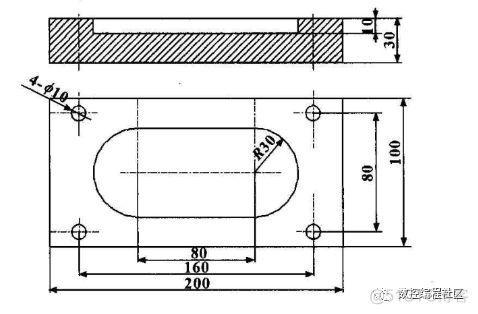
工艺分析如下:
(1)夹具选择
加工该零件内轮廓,且工件很规整,选用机用虎钳。
(2)工步设计
钻落刀孔→粗铣型腔→精铣型腔→点窝→钻孔。
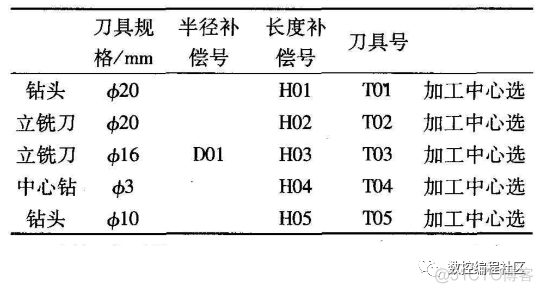
(3)刀具选择
选用的刀具见表。
(4)钻落刀孔及粗铣型腔走刀路线
钻落刀孔钻落刀孔走刀路线如图示。
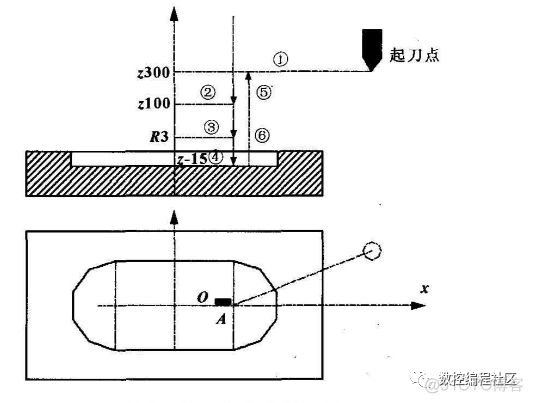
粗铣型腔走刀路线见下图。
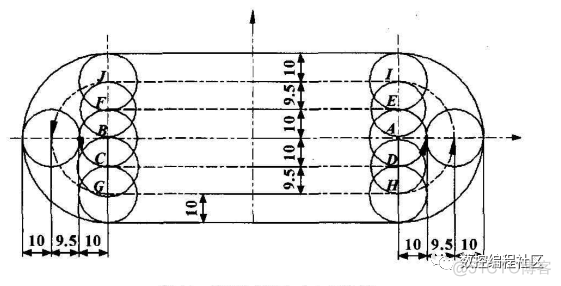
为了画出准确的排刀路线,型腔尺寸按实际尺寸给出。从图中可看出,层降h=5mm,行距L=d/2=10mm。
第一行路线:A→B;第二行路线:B→C→D→E→F→C;第三行路线:C→G→H→I→J→G。
基点坐标:A(40,0);B(-40,0);C(-40,-10);D(40,-10);E(40,10);F(-40,-10);G(-40,-19.5);H(40,-19.5);I(40,19.5);J(-40,19.5)。
(5)切削用量确定
钻落刀孔时,S=500r/min,F=30mm/min;粗铣型腔时,S=600r/min,F=l00mm/min;精铣型腔时,S=1000r/min,F=100mm/min;点窝时,S=1000r/min,F=30mm/min;钻孔时,S=500/min,F=30mm/min。





.png)

.png)

