 云计算服务
云计算服务
 服务器租用
服务器租用
 DDOS 防护
DDOS 防护
 虚拟主机
虚拟主机
 域名服务
域名服务
 基础设施
基础设施
 关于我们
关于我们
1)中心孔类型及用途。
①A型中心孔。这种中心孔不带保护锥,结构较简单。用于不需重复使用中心孔,加工精度要求不高的轴类零件。表1为A型中心孔的结构要素及尺寸。
表1 A型中心孔(GB/T145—1985)
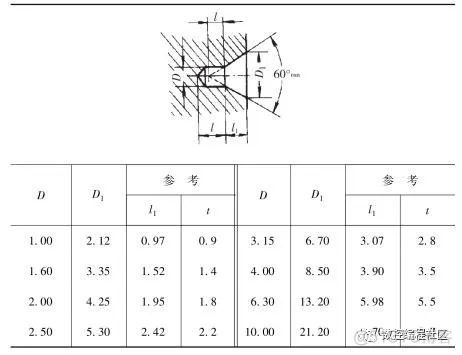
注:(1)尺寸l取决于中心钻的长度,此值不应小于t值。
(2)当按GB/T4459.5—1984《机械制图》中心孔表示法表示时,必须注明中心孔的标准代号。
②B型中心孔。带有120°保护锥孔,定位锥面不易碰坏。用于精度要求较高,工序较多,需多次使用中心孔装夹的轴类零件。表2为B型中心孔的结构要素及尺寸。
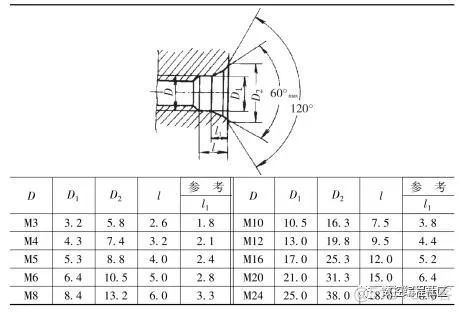
③C型中心孔。中心孔内的螺纹可将其他零件轴向固定在轴上用。表3为C型中心孔的结构要素及尺寸。
表2 B型中心孔(GB/T145—1985)
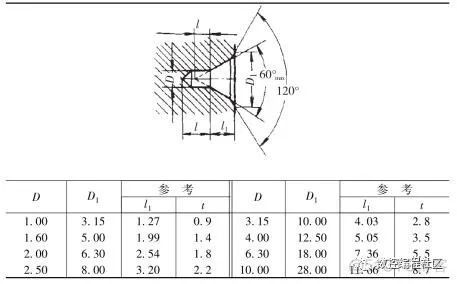
注:尺寸l取决于中心钻的长度,此值不应小于t值。
表3 C型中心孔(GB/T145—1985)
2)中心孔的加工。
通常可将工件夹紧在卡盘上,工件伸出部分尽量短,如果工件长,且直径较大,无法通过主轴孔,可一端用卡盘夹紧,另用中心架支承。加工前,必须仔细调整尾座位置,使尾座顶尖与主轴轴线对准。工件装夹校正后,先车平端面,然后通过摇动尾座后端手轮,使装在尾座套筒锥孔内的中心钻移向工件(图1)。中心钻在进给加工时一定要速度均匀缓慢地向工件进给。加工时,工件转速不宜太低,要供注切削液,并经常将中心钻退出,清除切屑。中心孔钻到所需深度后,先停止进给,再停机,利用主轴惯性使中心孔表面更加圆整、光洁。
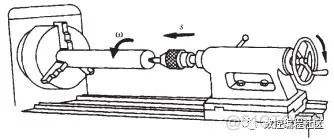
图1 在车床上钻中心孔
钻C型中心孔时,应用两个不同直径的钻头,顺序将螺纹底孔和短圆柱孔钻出,再用丝锥攻出螺纹,然后用60°及120°锪钻将60°及120°锥面锪出。





.png)

.png)

