 云计算服务
云计算服务
 服务器租用
服务器租用
 DDOS 防护
DDOS 防护
 虚拟主机
虚拟主机
 域名服务
域名服务
 基础设施
基础设施
 关于我们
关于我们
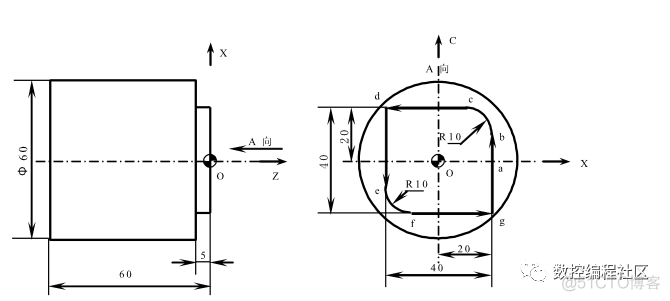
1、极坐标系的建立
在数学中的极坐标系是由极点、极轴和极角组成,然而在数控车铣加工中心上的极坐标系的概念与数学中的极坐标系完全不同,在车铣加工中心上的极坐标系是在与机床Z轴垂直的平面内,由相互垂直的实轴(第一轴)X和虚轴(第二轴)C组成,极坐标系的坐标原点与程序原点重合,且虚轴C的单位不是度或弧度,而是与实轴X轴的单位一样,均为毫米。如下图。
2、极坐标系指令的使用
(1)G112:进入极坐标系插补模式。
(2)G113:取消极坐标系插补模式。
3、在数控车铣加工中心上运用极坐标系功能编程时注意的几点注意事项:
(1)G112(进入极坐标系插补模式)指令和G113(取消极坐标系插补模式)指令均必须放在一个单独的语句中;
(2)程序中的实轴X的坐标用直径值,虚轴C的坐标用半径值;
(3)在机床处于刀具左补偿(G41)和刀具右补偿(G42)状态下,G112指令不能被执行,要进入极坐标系插补模式机床必须处于刀具补偿取消(G40)状态;
(4)在G112状态下,刀具进给速度下的单位为mm/min;
(5)在G112状态下,应把所用铣刀的半径值输入到机床中作为刀具的几何补偿;
(6)在程序由极坐标系转换为直角坐标系之前,必须先执行G113指令。





.png)

.png)

